 手机258|
手机258|





采购的一切问题都可以问采购专家小美!
企业营业执照已认证!
电话:0531-87946018
手机:13808922575
扫码通过手机查看

默认相册

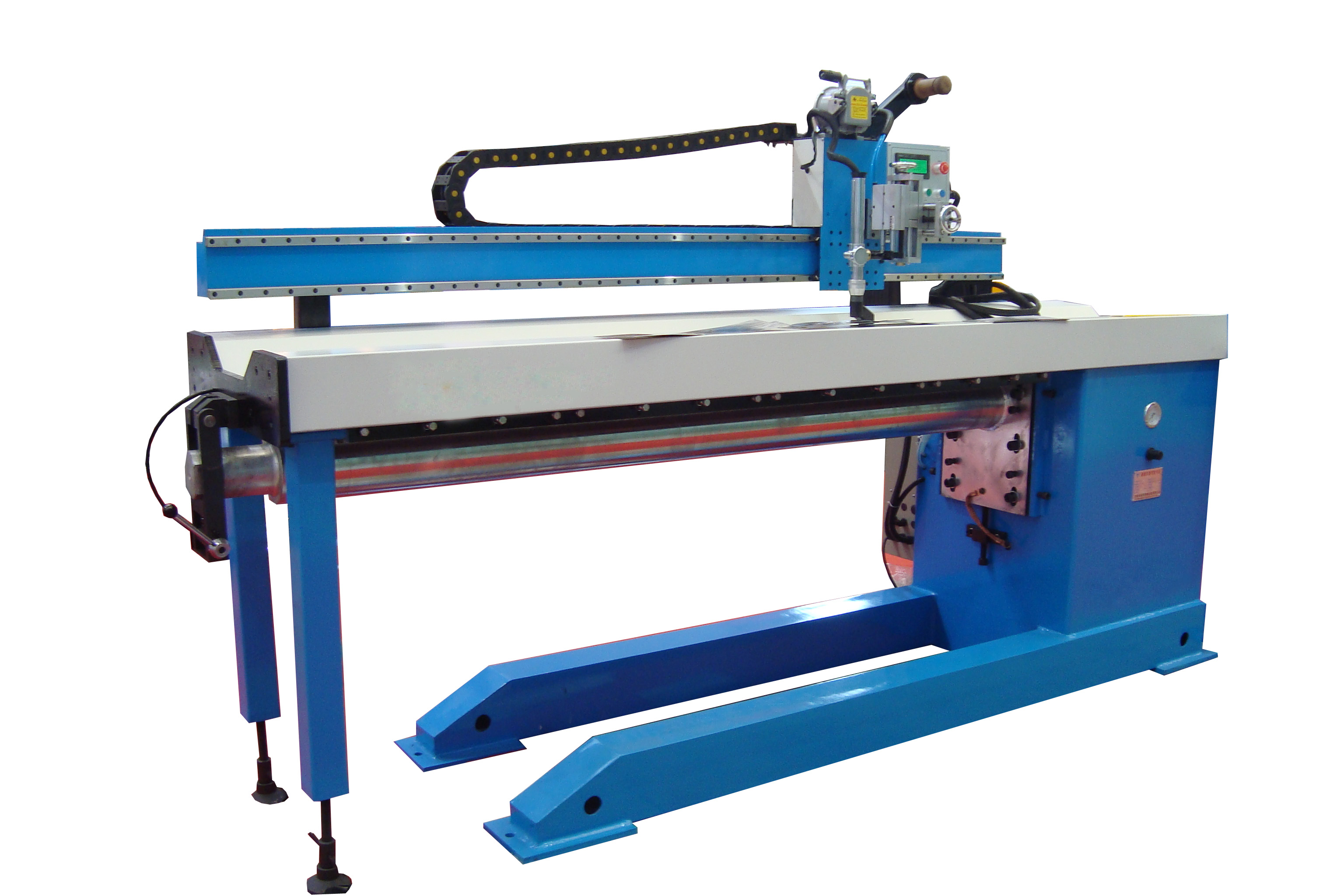
主要特点:
l 工件压紧采用琴键式压紧机构,压紧后保证工件全长范围内与焊接铜衬垫充分接触,符合焊接工艺的要求。
l 工件焊接时焊缝正反面均采用惰性气体保护,同时对焊接铜衬垫采用循环水冷却。
l 焊接行走通过交流变频电机带动滚珠丝杠副实现,行走平稳。焊接速度预先设置,并能在工件焊接结束后带动焊枪快速返回起始点。
l 焊枪进给通过气动控制实现调整,方便、准确。并可选配弧长跟踪系统,随焊接平面的起伏自动调枪,确保了焊缝质量。
l 芯轴采用悬臂结构,芯轴上配有焊缝纵向气动定位机构,使焊接变得更容易。
l 采用PLC控制整机运行,旋转采用变频器调速,提高设备可靠性。
主要规格及技术参数:
l 小车行走速度 100~2000mm/min
l 适用工件厚度 1.0-4.0mm
l 芯轴垂直可调行程 50mm
l 焊枪上下调整量 100mm
l 焊枪水平调整量 100mm
l 适应工件长度 600,1000,1500,2000mm



